- Nuevo vídeo corto: cómo quitar la cesta del portafiltro
- Espresso Profile Generator preview
- Half Decent Scale, beta y posavasos aislantes térmicos
- El youtuber Ryde Jeavons habla sobre DeCon 2025, Bengle, Half Decent Scale y Scott Rao, de Prodigal Coffee
- Aplicación web de Chrome para la báscula Decent Scale
Diseño de las piezas del cabezal del grupo V2
Parte 1: Introducción y descripciones.
por Ben Champion, diseñador jefe de productos en Decent Espresso
En 2017, durante el proceso de diseño de la máquina de espresso DE1, sentimos la necesidad de replantearnos el funcionamiento de los cabezales. En aquel momento, el concepto de espacio libre y de distribución uniforme del agua en el diseño de las máquinas de espresso era un terreno en gran medida inexplorado.
Muchas máquinas existentes contaban con duchas simplistas con unos pocos orificios o un tornillo central que empujaba el agua hacia fuera, descuidando la importancia de un flujo de agua uniforme. Por ejemplo:



Para abordar este problema, mi colega Ray Heasman (el inventor principal de la DE1) y yo nos propusimos crear un diseño que garantizara un flujo de agua más constante y uniforme en diversos casos de uso.
Recurrimos a exhaustivas simulaciones de flujo para desarrollar un diseño que garantizara el caudal deseado en cada orificio.


Las primeras opiniones sobre estos diseños fueron positivas, lo que nos dio la confianza necesaria para seguir adelante con la producción y el envío.
DEFINICIÓN
Espacio libre es la cantidad de espacio vacío que hay entre el disco de café y la pantalla de ducha. El espacio libre viene determinado por la distancia a la que sobresalen las piezas del grupo de café dentro de la cesta de filtro.
En el primer lote de 300 máquinas (DE1 v1.0), calculamos mal el espacio libre ideal. Aun así, logramos una buena extracción, y muchas de las personas que evaluaron la máquina comentaron que el café simplemente sabía mejor, con una mayor extracción y un sabor más definido. Sin embargo, a menudo escuchamos comentarios que indicaban que nuestra máquina no lograba un espresso de cuerpo denso en comparación con otras máquinas y que nuestros discos quedaban desordenados y húmedos.
La comunidad comenzó a experimentar añadiendo separadores entre la ducha y la pantalla de ducha, reduciendo así el espacio libre. Los informes de estos probadores indicaban que esto confería a los cafés un cuerpo más denso, con discos más secos y menos canalización. Tres empresas comenzaron a comercializar kits de «separadores para la ducha» para nuestra máquina con el fin de solucionar este problema, y dichos kits gozaron de gran popularidad entre nuestros clientes.
Conscientes de este problema, redujimos rápidamente el espacio libre en el modelo DE1 v1.1, garantizando un espacio libre más razonable. Desde entonces, no hemos modificado el diseño del cabezal en la producción. Sin embargo, durante los últimos cuatro años, nos hemos dedicado a comprender y mejorar estos dos aspectos críticos de una máquina de espresso: la distribución del agua y el espacio libre.
Antes de entrar en detalles sobre nuestro recorrido, definamos algunos términos esenciales relacionados con los componentes clave implicados. Se trata de términos que también utilizan otros fabricantes de máquinas de espresso.
1. Aislador del circuito de agua (WPI): El WPI es un componente crucial del cabezal del grupo. Proporciona puntos de fijación para los tubos de entrada de agua, alberga el calentador del cabezal del grupo, aloja tres sondas de temperatura, sujeta la junta del cabezal del grupo y todos los dispositivos de seguridad térmica. Se puede considerar como la tapa del grupo, donde toda la acción tiene lugar debajo de ella.

2. Bloque interior (o latón superior): El bloque interior desempeña un papel vital en el sistema de distribución de agua. Divide el flujo de agua entrante procedente de una única entrada en seis salidas distribuidas uniformemente, lo que garantiza una distribución equitativa a las seis secciones de la ducha situada debajo. Además, el bloque interior permite un flujo de agua adecuado alrededor de la sonda de temperatura, que mide con precisión la temperatura del agua entrante.

3. Ducha (o soporte de la pantalla de ducha, o pieza de latón inferior): La ducha se encarga de distribuir el agua de forma controlada. Recibe el flujo de agua de las salidas del bloque interior y lo distribuye sobre la superficie de la pantalla de ducha situada debajo. La ducha también determina la protrusión (también conocida como espacio libre), es decir, la distancia entre el café molido y la pantalla de ducha.

4. Pantalla de ducha: La pantalla de ducha es el componente final del sistema de distribución de agua. Situada directamente sobre el café molido, guía el flujo de agua hacia el lecho de café, lo que influye en el proceso de extracción.

*
Parte 2 - Primera ronda de pruebas.
Tras el lanzamiento inicial de DE1 v1.0 y a raíz de los experimentos de la comunidad, nos dimos cuenta de la importancia de optimizar el espacio libre. Esta nueva perspectiva nos llevó a centrarnos en investigar a fondo estos detalles cruciales.
Para llevar a cabo este estudio, contamos con la experiencia de dos figuras destacadas del mundo de Decent, Stéphane Ribes y Luca Costanzo. Equipados con una gama de piezas nuevas, nos embarcamos en una exhaustiva serie de pruebas. Los componentes proporcionados a Stéphane y Luca incluían dos variantes del bloque interior y una selección de 14 nuevos diseños de ducha de mi creación.
 Entre las duchas, las nueve primeras (S1 a S9) se diseñaron para explorar diferentes salientes y huecos por encima de la pantalla de ducha, siendo la S1 idéntica a las piezas de latón. Dos duchas adicionales (S11 y S12) representaban diseños típicos que se encuentran en otras máquinas, mientras que las tres restantes (S10, S13 y S14) sirvieron como pantallas de ducha experimentales. Stéphane creó un cuadro exhaustivo para facilitar el análisis.
Entre las duchas, las nueve primeras (S1 a S9) se diseñaron para explorar diferentes salientes y huecos por encima de la pantalla de ducha, siendo la S1 idéntica a las piezas de latón. Dos duchas adicionales (S11 y S12) representaban diseños típicos que se encuentran en otras máquinas, mientras que las tres restantes (S10, S13 y S14) sirvieron como pantallas de ducha experimentales. Stéphane creó un cuadro exhaustivo para facilitar el análisis.
 Este trabajo colaborativo sentó las bases para un análisis detallado de las variables que pretendíamos evaluar: la protrusión hacia la cesta de filtro y la distancia entre la ducha y la pantalla de ducha. Mediante un minucioso examen de estos factores, tratamos de descubrir la relación entre el espacio libre, la distribución del agua y la calidad de la extracción.
Este trabajo colaborativo sentó las bases para un análisis detallado de las variables que pretendíamos evaluar: la protrusión hacia la cesta de filtro y la distancia entre la ducha y la pantalla de ducha. Mediante un minucioso examen de estos factores, tratamos de descubrir la relación entre el espacio libre, la distribución del agua y la calidad de la extracción.
 Quizás se pregunte por qué todas las piezas de la prueba son de color amarillo transparente.
Quizás se pregunte por qué todas las piezas de la prueba son de color amarillo transparente.
La razón es que hemos pasado de utilizar latón a un material plástico llamado Ultem o PEI.
John explica con gran detalle los motivos de esta decisión en el vídeo que se incluye a continuación. En resumen, nuestro objetivo era mejorar la precisión y el control de la temperatura durante el proceso de preparación del café.

No hubo un ganador claro entre las duchas cuando solo modificamos el saliente y el espacio libre (de S1 a S9). Los evaluadores mostraron preferencias diversas: algunos se decantaron por la S1 y otros por la S9, los dos extremos.
Sin embargo, el diseño de ducha denominado S10 se mostró prometedor de forma constante a lo largo de toda la fase de pruebas. Aunque no siempre superó a otros favoritos, recibió de forma sistemática comentarios positivos por parte de los evaluadores. Este intrigante resultado nos llevó a dar prioridad a un examen más detallado del potencial de S10 y a explorar formas de perfeccionarlo aún más.
Otro hallazgo significativo fue que los diseños típicos de las duchas que se encuentran habitualmente en otras máquinas de espresso (S11 y S12) ofrecían un rendimiento mucho peor que nuestro diseño de latón. Esto reforzó nuestra confianza en que íbamos por buen camino con nuestro enfoque.
El descubrimiento más notable surgió al comparar los materiales. Incluso con la misma distribución y espacio libre que las piezas de latón, las piezas de Ultem proporcionaban un sabor notablemente superior. Además, los grupos se mantuvieron más limpios con el paso del tiempo con las piezas de Ultem.
 La imagen mostrada muestra el cabezal de grupo equipado con piezas de Ultem, que se mantuvo notablemente limpio incluso después de 100 cafés sin limpieza. Esta limpieza y la mejora en la experiencia de sabor consolidaron nuestra decisión de dejar de utilizar el latón. Sin embargo, nos encontramos con un problema con las piezas de Ultem: se agrietaban tras su uso.
La imagen mostrada muestra el cabezal de grupo equipado con piezas de Ultem, que se mantuvo notablemente limpio incluso después de 100 cafés sin limpieza. Esta limpieza y la mejora en la experiencia de sabor consolidaron nuestra decisión de dejar de utilizar el latón. Sin embargo, nos encontramos con un problema con las piezas de Ultem: se agrietaban tras su uso.
 En conclusión, la primera ronda de pruebas reveló que dejar de utilizar latón fue un gran acierto. También puso de manifiesto que aún es necesario seguir investigando el espacio libre. Es posible que no exista un espacio libre óptimo para todos los usuarios. Además, el diseño de la ducha S10 se mostró prometedor y merecía un análisis más detallado.
En conclusión, la primera ronda de pruebas reveló que dejar de utilizar latón fue un gran acierto. También puso de manifiesto que aún es necesario seguir investigando el espacio libre. Es posible que no exista un espacio libre óptimo para todos los usuarios. Además, el diseño de la ducha S10 se mostró prometedor y merecía un análisis más detallado.
Parte 3 - Segunda ronda de pruebas.
Durante este periodo, Stéphane Ribes llevó a cabo experimentos de extracción radial que revelaron variaciones significativas en la extracción entre el centro y los bordes del disco de café.
Este hallazgo supuso un momento decisivo en nuestro proyecto y nos inspiró a explorar nuevas posibilidades en el diseño de la ducha para hacer frente a este reto.
En esta diapositiva, Stéphane muestra cómo las extracciones varían entre el 13 % y el 25 % (discos de espresso normales) y entre el 22 % y el 25 % (disco con filtro de papel)
 Con el objetivo de lograr una extracción más uniforme en todo el lecho de café, nos embarcamos en una serie de diseños experimentales de duchas. Algunos diseños incorporaban un flujo preferencial hacia los bordes exteriores, mientras que otros dirigían el flujo hacia el centro. A través de estos experimentos, buscamos comprender el impacto potencial de los diferentes patrones de distribución en el proceso de extracción.
Con el objetivo de lograr una extracción más uniforme en todo el lecho de café, nos embarcamos en una serie de diseños experimentales de duchas. Algunos diseños incorporaban un flujo preferencial hacia los bordes exteriores, mientras que otros dirigían el flujo hacia el centro. A través de estos experimentos, buscamos comprender el impacto potencial de los diferentes patrones de distribución en el proceso de extracción.
Además, se produjo un avance interesante con la introducción de la pantalla de ducha Matrix. Se creía que esta pantalla mejoraba significativamente la distribución del agua, pero estaba diseñada para cabezales de grupo E61, incompatibles con nuestra máquina. Para solucionar esto, diseñamos un nuevo cabezal de grupo compatible con las pantallas E61 para la siguiente ronda de pruebas.
 El paquete de pruebas enviado a los evaluadores incluía dos diseños de cabezales: uno con un tornillo central y otro para las pantallas E61. Incluía 14 pantallas de ducha, con siete pantallas de ducha por grupo. Para cada grupo, una pantalla de ducha era idéntica a las piezas de latón, y servía como control. Se probaron tres patrones de distribución diferentes (central, medio y exterior) y, para cada patrón, se crearon dos diseños de espacio libre. Todas estas piezas se fabricaron en Ultem reforzado con fibra de vidrio, con lo que esperábamos resolver el problema de las grietas.
El paquete de pruebas enviado a los evaluadores incluía dos diseños de cabezales: uno con un tornillo central y otro para las pantallas E61. Incluía 14 pantallas de ducha, con siete pantallas de ducha por grupo. Para cada grupo, una pantalla de ducha era idéntica a las piezas de latón, y servía como control. Se probaron tres patrones de distribución diferentes (central, medio y exterior) y, para cada patrón, se crearon dos diseños de espacio libre. Todas estas piezas se fabricaron en Ultem reforzado con fibra de vidrio, con lo que esperábamos resolver el problema de las grietas.
 Durante las pruebas, descubrimos que las pantallas de ducha E61 tradicionales tenían un defecto de diseño que provocaba fugas de agua por los bordes. Este problema se atribuyó a un fallo en el proceso de fabricación, concretamente a dos pequeños orificios en el borde que provocaban una humectación inicial deficiente.
Durante las pruebas, descubrimos que las pantallas de ducha E61 tradicionales tenían un defecto de diseño que provocaba fugas de agua por los bordes. Este problema se atribuyó a un fallo en el proceso de fabricación, concretamente a dos pequeños orificios en el borde que provocaban una humectación inicial deficiente.
A continuación se muestra un vídeo en el que se ilustra el problema de diseño de las pantallas de ducha E61:
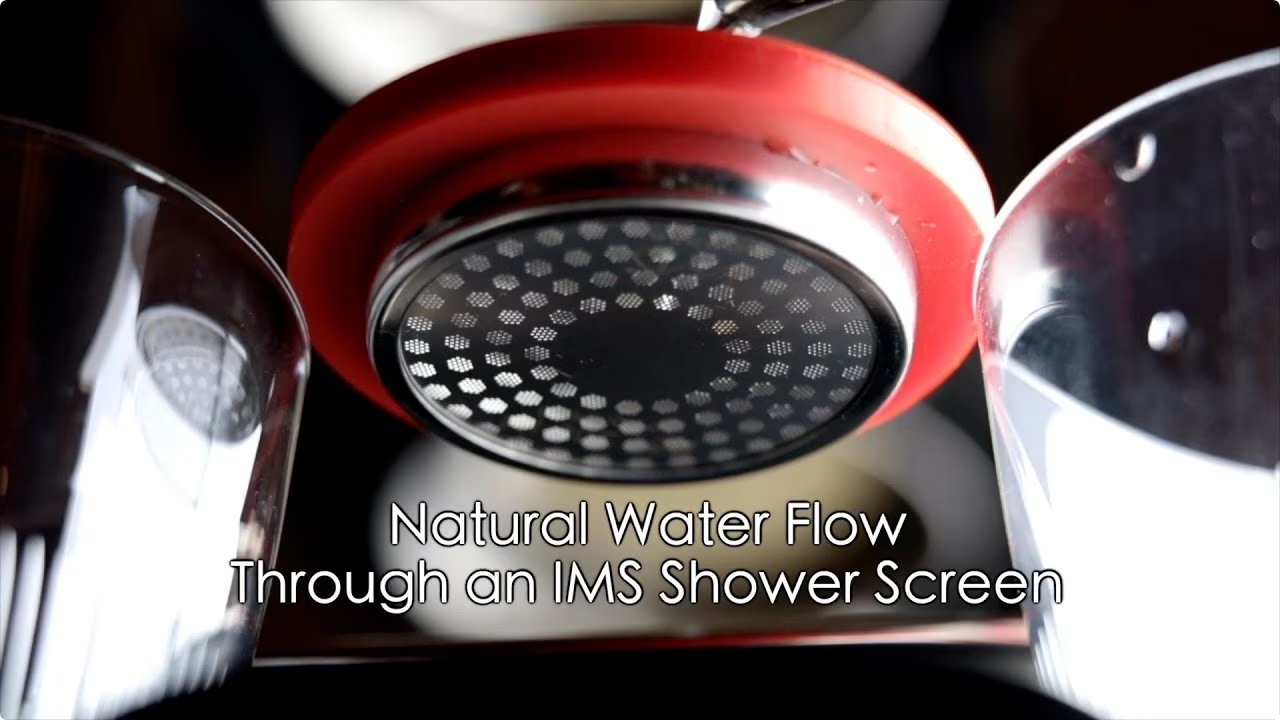
 Esto dificultó las pruebas, ya que no pudimos comparar los dos diseños de cabezales en una comparación A-B utilizando la misma pantalla en ambos diseños. También observamos que la pantalla Matrix no se adaptaba bien a la máquina DE1; sospecho que se necesitan caudales más elevados para sacar realmente el máximo partido a esta pantalla.
Esto dificultó las pruebas, ya que no pudimos comparar los dos diseños de cabezales en una comparación A-B utilizando la misma pantalla en ambos diseños. También observamos que la pantalla Matrix no se adaptaba bien a la máquina DE1; sospecho que se necesitan caudales más elevados para sacar realmente el máximo partido a esta pantalla.
 Probamos otras pantallas, como la IMS DR305, pero no observamos mucha diferencia con respecto al diseño de tornillo central. Durante la mayor parte de las pruebas, nos decantamos por el diseño de tornillo central, ya que permite modificar el espacio libre, mientras que el diseño E61 tiene un espacio libre fijo. No hemos «renunciado» al diseño E61, pero hemos decidido seguir con el diseño de tornillo central en un futuro próximo.
Probamos otras pantallas, como la IMS DR305, pero no observamos mucha diferencia con respecto al diseño de tornillo central. Durante la mayor parte de las pruebas, nos decantamos por el diseño de tornillo central, ya que permite modificar el espacio libre, mientras que el diseño E61 tiene un espacio libre fijo. No hemos «renunciado» al diseño E61, pero hemos decidido seguir con el diseño de tornillo central en un futuro próximo.
De los tres diseños de distribución (flujo preferencial central, medio y exterior), no fue de extrañar que se optara por el diseño de flujo preferencial exterior.
Los experimentos de extracción radial de Stéphane nos mostraron que el exterior del disco necesitaba más flujo para equilibrar la extracción general.
Pruebas más recientes con nuevas cestas de filtro de lados rectos y orificios que se extienden hasta el borde muestran que el diseño de flujo preferencial exterior sigue siendo beneficioso.
 En cuanto al espacio libre, tampoco hubo un claro ganador entre los dos diseños.
En cuanto al espacio libre, tampoco hubo un claro ganador entre los dos diseños.
Se tomó la decisión de utilizar un espacio libre tradicional, igual que la pantalla de ducha E61, lo que supone 1 mm más de saliente (1 mm menos de espacio libre) que nuestro diseño actual. Sin embargo, para satisfacer las diferentes preferencias, el grupo se ha diseñado para ser compatible con dos tipos de pantallas de ducha: la pantalla estándar IMS CI200 y la pantalla IMS SI200, que es más alta y añade 2,0 mm a la protuberancia, lo que se traduce en 2 mm menos de espacio libre. Esto permite a los usuarios cambiar la pantalla y encontrar la configuración que mejor se adapte a sus necesidades a un coste muy reducido, simplemente cambiando la pantalla.




En cuanto al material, el Ultem reforzado no se agrietó. En cambio, se deformó. Afortunadamente, hay otros materiales que podemos probar.


Con esto concluyeron las pruebas realizadas con diferentes distribuciones y espacios libres.
Aunque hubiera sido deseable realizar más pruebas, se trataba de un proceso que requería mucho tiempo. Probar y comparar tazas de café espresso puede resultar complicado debido a las ligeras variaciones de sabor, incluso cuando todo se hace de forma idéntica. Esta variabilidad dificulta determinar si pequeños cambios en el diseño mejoran el sabor, ya que las variaciones naturales entre una taza y otra pueden eclipsar los efectos de las modificaciones individuales. A menudo se recurre a métricas objetivas como el rendimiento de extracción (EY), ya que ofrecen una forma más sencilla de cuantificar los cambios. Sin embargo, la mejora acumulativa se hace evidente al realizar múltiples cambios de diseño en la dirección correcta.
Tras todas nuestras pruebas, creímos haber realizado varios cambios en la dirección correcta.
1. Quedó claro que dejar de utilizar el latón supuso una mejora significativa
2. El nuevo patrón de distribución del agua mostró una mejora para todos los evaluadores
3. La compatibilidad de la nueva ducha con dos pantallas de ducha permite a los usuarios decidir el espacio libre que desean.
Se tomó la decisión de detener las pruebas y poner las mejoras que ya habíamos encontrado a disposición de nuestros usuarios.
Parte 4: Selección del material.
Ya habíamos definido el diseño; el siguiente paso era seleccionar el material adecuado.
Diseñé un conjunto de componentes, incluyendo un nuevo bloque interior y una pantalla de ducha compatibles con el cabezal existente. Incorporé todos los conocimientos que habíamos adquirido, implementando el flujo preferencial exterior y garantizando la compatibilidad tanto con las pantallas CI200 (mismo espacio libre que el E61) como con las SI200 (2 mm menos de espacio libre).
Todos los materiales que probamos contaban con especificaciones adecuadas, eran aptos para uso alimentario y podían soportar fácilmente las temperaturas de funcionamiento.
Inicialmente, elegí el PEEK como material, ya que parecía el plástico definitivo. Tiene un coste muy elevado, pero posee propiedades extraordinarias.
 Sin embargo, tras solo unas pocas preparaciones, las piezas fabricadas en PEEK acabaron en un estado lamentable, incluso después de enjuagarlas. No quedaban tan limpias en comparación con el Ultem.
Sin embargo, tras solo unas pocas preparaciones, las piezas fabricadas en PEEK acabaron en un estado lamentable, incluso después de enjuagarlas. No quedaban tan limpias en comparación con el Ultem.



Al buscar una alternativa, recurrí al PTFE (también conocido como teflón), un material antiadherente muy conocido capaz de soportar altas temperaturas. Supuse que se mantendría limpio, pero me preocupaba su resistencia y rigidez.
 Tras varias pruebas, las piezas de PTFE presentaban un mejor aspecto que las de PEEK, aunque no tan bueno como las de Ultem. Resultaban relativamente fáciles de limpiar, pero con el tiempo parecían mancharse.
Tras varias pruebas, las piezas de PTFE presentaban un mejor aspecto que las de PEEK, aunque no tan bueno como las de Ultem. Resultaban relativamente fáciles de limpiar, pero con el tiempo parecían mancharse.


Sin embargo, nos encontramos con un problema importante relacionado con la deformación de las piezas de PTFE.
 A pesar de este contratiempo, enviamos varias piezas de PTFE a los probadores y recibimos comentarios positivos, lo que nos dio la confianza de que la mejora merecía la pena.
A pesar de este contratiempo, enviamos varias piezas de PTFE a los probadores y recibimos comentarios positivos, lo que nos dio la confianza de que la mejora merecía la pena.
Continuando con la búsqueda del material adecuado, probamos entonces el PPSU, un material resistente y transparente que se utiliza habitualmente en productos aptos para el contacto con alimentos, como los biberones. Al igual que el Ultem, es amorfo, por lo que esperaba que se mantuviera limpio.
 Las piezas de PPSU estaban muy limpias, incluso antes de enjuagarlas. Sin embargo, al igual que el Ultem, presentó problemas de agrietamiento.
Las piezas de PPSU estaban muy limpias, incluso antes de enjuagarlas. Sin embargo, al igual que el Ultem, presentó problemas de agrietamiento.
 A continuación, exploramos el PDVF, un material similar al PTFE pero con mayor rigidez.
A continuación, exploramos el PDVF, un material similar al PTFE pero con mayor rigidez.
 Esperábamos que se mantuviera tan limpio como el PTFE, y así fue. Tras un rápido enjuague, las piezas de PDVF volvieron a tener un aspecto impecable.
Esperábamos que se mantuviera tan limpio como el PTFE, y así fue. Tras un rápido enjuague, las piezas de PDVF volvieron a tener un aspecto impecable.


Por desgracia, no eran lo suficientemente resistentes y se deformaban al someterlas a una ligera presión.
Finalmente descubrimos el PPS, un material que ya se utiliza en las válvulas de las máquinas de espresso, aunque las distintas empresas suelen denominarlo de otra forma, como «tecnopolímero». Este cambio de nombre retrasó mi descubrimiento del mismo.
 Sus propiedades resultaban intrigantes. El PPS soporta temperaturas muy elevadas, con un rango a largo plazo por encima de los 200 °C, muy por encima de nuestra temperatura de funcionamiento habitual. Presenta una estabilidad dimensional muy alta, una baja expansión térmica y una absorción de agua muy reducida. Esto significa que no cambiará de forma ni de tamaño con el uso, lo que suele ser un problema con los plásticos. Su resistencia química es bien conocida por ser excepcional, y no se conoce ningún disolvente orgánico que lo afecte por debajo de los 200 °C. Es apto para uso alimentario y cuenta con la aprobación de la FDA. Además, también está disponible en negro (¡un detalle genial!).
Sus propiedades resultaban intrigantes. El PPS soporta temperaturas muy elevadas, con un rango a largo plazo por encima de los 200 °C, muy por encima de nuestra temperatura de funcionamiento habitual. Presenta una estabilidad dimensional muy alta, una baja expansión térmica y una absorción de agua muy reducida. Esto significa que no cambiará de forma ni de tamaño con el uso, lo que suele ser un problema con los plásticos. Su resistencia química es bien conocida por ser excepcional, y no se conoce ningún disolvente orgánico que lo afecte por debajo de los 200 °C. Es apto para uso alimentario y cuenta con la aprobación de la FDA. Además, también está disponible en negro (¡un detalle genial!).
 Teníamos grandes esperanzas puestas en el PPS y, tras utilizarlo durante algún tiempo, no mostró signos de agrietamiento, deformación ni flexión. Las piezas de PPS se mantuvieron limpias, de forma similar al Ultem. Tras 100 cafés —utilizando los granos de café más oscuros y aceitosos que pudimos soportar—, las piezas tenían el siguiente aspecto:
Teníamos grandes esperanzas puestas en el PPS y, tras utilizarlo durante algún tiempo, no mostró signos de agrietamiento, deformación ni flexión. Las piezas de PPS se mantuvieron limpias, de forma similar al Ultem. Tras 100 cafés —utilizando los granos de café más oscuros y aceitosos que pudimos soportar—, las piezas tenían el siguiente aspecto:
 Y un rápido enjuague las dejó como nuevas.
Y un rápido enjuague las dejó como nuevas.
 Este era el material más prometedor que habíamos encontrado y decidimos pasar a la siguiente fase con él: ¡pruebas de estrés! Contamos con tres máquinas en Hong Kong que se someten constantemente a ciclos de presión y temperatura:
Este era el material más prometedor que habíamos encontrado y decidimos pasar a la siguiente fase con él: ¡pruebas de estrés! Contamos con tres máquinas en Hong Kong que se someten constantemente a ciclos de presión y temperatura:
 Estas máquinas de espresso realizan aproximadamente 7500 ciclos de presión al día (de 0 bar a 13 bar y viceversa) y 750 ciclos de temperatura (de unos 40 °C a 90 °C y viceversa). Hacemos esto con todas las piezas de nuestra máquina. Estas rigurosas pruebas nos garantizaron la durabilidad de las piezas.
Estas máquinas de espresso realizan aproximadamente 7500 ciclos de presión al día (de 0 bar a 13 bar y viceversa) y 750 ciclos de temperatura (de unos 40 °C a 90 °C y viceversa). Hacemos esto con todas las piezas de nuestra máquina. Estas rigurosas pruebas nos garantizaron la durabilidad de las piezas.
Estas piezas internas de la DE1 han sido sometidas a 935 000 ciclos de presión, según datos de la semana pasada.
 Dato curioso: la pieza que falla con mayor frecuencia es la cesta «ciega» de acero inoxidable sin orificios que instalamos en el grupo para mantener la presión. Normalmente falla tras unos 100 000 ciclos de presión, en su borde. Aquí hay dos cestas de filtro que se han agrietado, aunque los componentes internos de la DE1 no muestran signos de fallo. Nuestras máquinas de prueba han superado el millón de «cafés» sin fallos.
Dato curioso: la pieza que falla con mayor frecuencia es la cesta «ciega» de acero inoxidable sin orificios que instalamos en el grupo para mantener la presión. Normalmente falla tras unos 100 000 ciclos de presión, en su borde. Aquí hay dos cestas de filtro que se han agrietado, aunque los componentes internos de la DE1 no muestran signos de fallo. Nuestras máquinas de prueba han superado el millón de «cafés» sin fallos.


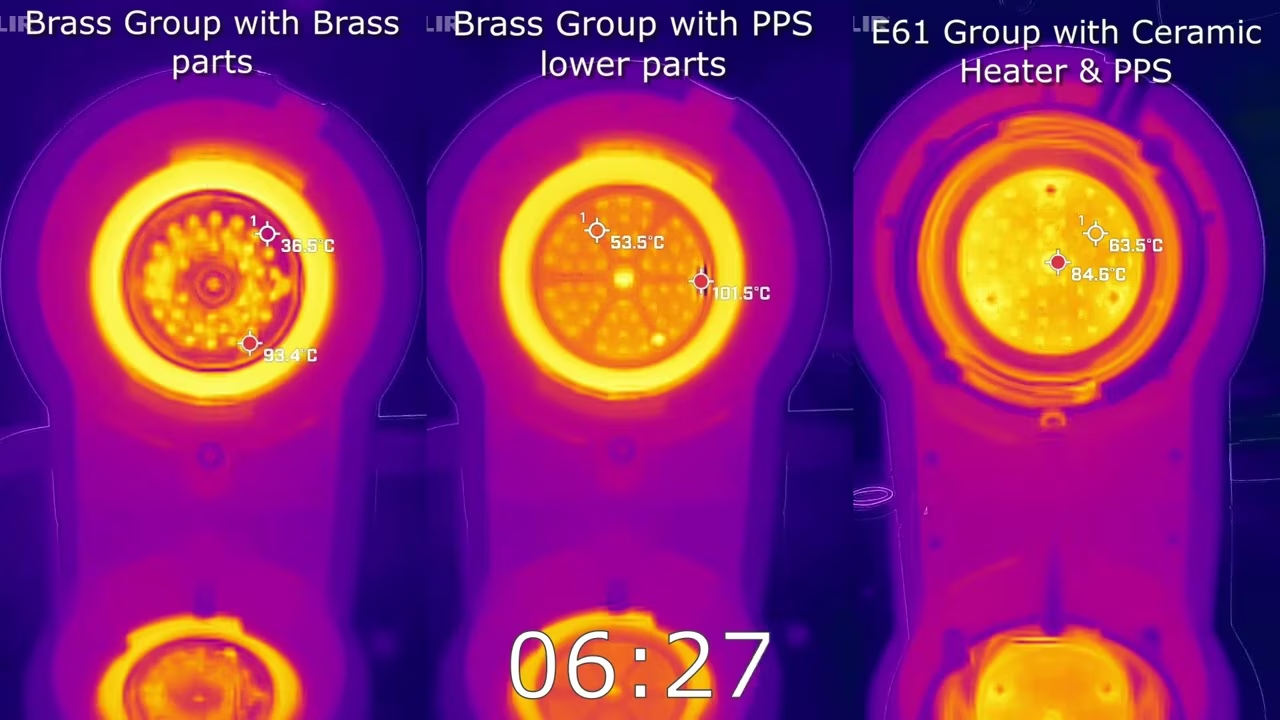
Pruebas de calentamiento uniforme
Otra prueba que realizamos consistió en cronometrar la rapidez con la que se calentaba el cabezal del grupo. En lugar de limitarme a cronometrarlo, retiré la pantalla de ducha y utilicé una cámara térmica para medir la temperatura superficial de la ducha.
Una vez finalizado el diseño y seleccionado el material, llegó el momento de proceder a la fabricación.
Parte 5: Fabricación.
Una vez finalizado el diseño y seleccionado el material adecuado, el siguiente paso fue la fabricación de las piezas.
Nuestro objetivo era producir las piezas mediante moldeo por inyección para garantizar la rentabilidad de la actualización. Esto supuso un reto, ya que Decent no tenía experiencia previa en moldeo por inyección, carecía de proveedores consolidados y contaba con conocimientos técnicos limitados en la empresa.
Entonces, ¿cómo elegimos a los proveedores?
Si los costes de utillaje son bajos, es posible solicitar muestras a varios proveedores y elegir el más adecuado: aquel que ofrezca productos de calidad, no presente retrasos significativos, se comunique bien y tenga un coste razonable. Cuando el utillaje es caro, hay que investigar mucho más, hablar con muchos proveedores, elegir uno y esperar que cumpla lo prometido.
Antes de elegir al proveedor para esta pieza, mantuvimos extensas conversaciones. Tras unos meses, finalmente elegimos a un proveedor que resultó ser excelente. Nos hicieron muchas preguntas y sugirieron cambios en el diseño, demostrando un profundo conocimiento de los problemas. Otros proveedores decían «no se preocupe, todo irá bien», pero estas personas señalaron todos los posibles puntos problemáticos de nuestro diseño, lo que nos permitió optimizar las piezas para su fabricación.
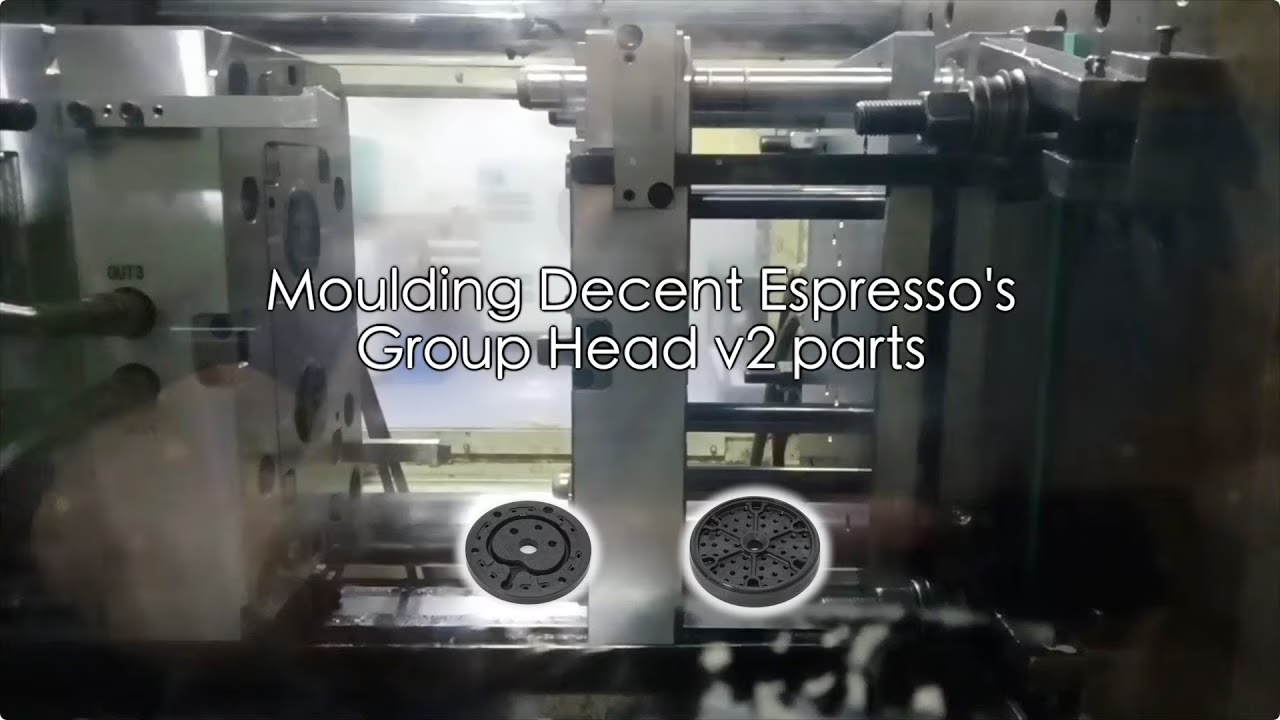
¡Los moldes de inyección de plástico son piezas de ingeniería muy complejas!
Aquí se muestran algunas vistas del molde. Las piezas de color verde oscuro del centro son las piezas del cabezal del grupo.


El molde se desarrolló y aprobó, con lo que comenzó el periodo de espera para su fabricación. Meses más tarde, recibimos un vídeo en el que se mostraban las primeras muestras.
Aunque no era perfecto, se realizaron ajustes y, tras algunas modificaciones menores, estábamos casi listos para la producción en serie.




Quedaba un último paso: queríamos realizar nuestras propias pruebas de materiales en el producto final. Para asegurarnos de que el material fuera realmente apto para uso alimentario. Está bien confiar en los informes de pruebas del proveedor del material, pero es aún mejor volver a realizar las pruebas a nivel local con el producto final. Superó las pruebas. PDF del informe del laboratorio de pruebas superado.
Todo estaba listo para el lanzamiento, así que procedimos a pagar la tirada de producción y, poco después, recibimos las piezas finales.
Ha sido un proceso largo y desafiante, pero ha merecido la pena el esfuerzo. En particular, he disfrutado trabajando con Stéphane y Luca, y quiero darles las gracias por el tiempo que han dedicado y por su arduo trabajo. Muchas de las imágenes de esta publicación son de Stéphane, y sus informes están muy bien elaborados y son muy informativos.
Espero que puedan disfrutar de un espresso mejor y más consistente, como resultado de los cuatro años de trabajo que hemos dedicado a estas piezas.
mirjam created 2025/02/27, mirjam updated 2026/05/27